联系热线:025-57150031


消失模铸造坩埚 “塌箱” 问题的剖析
发布时间:2022-10-25
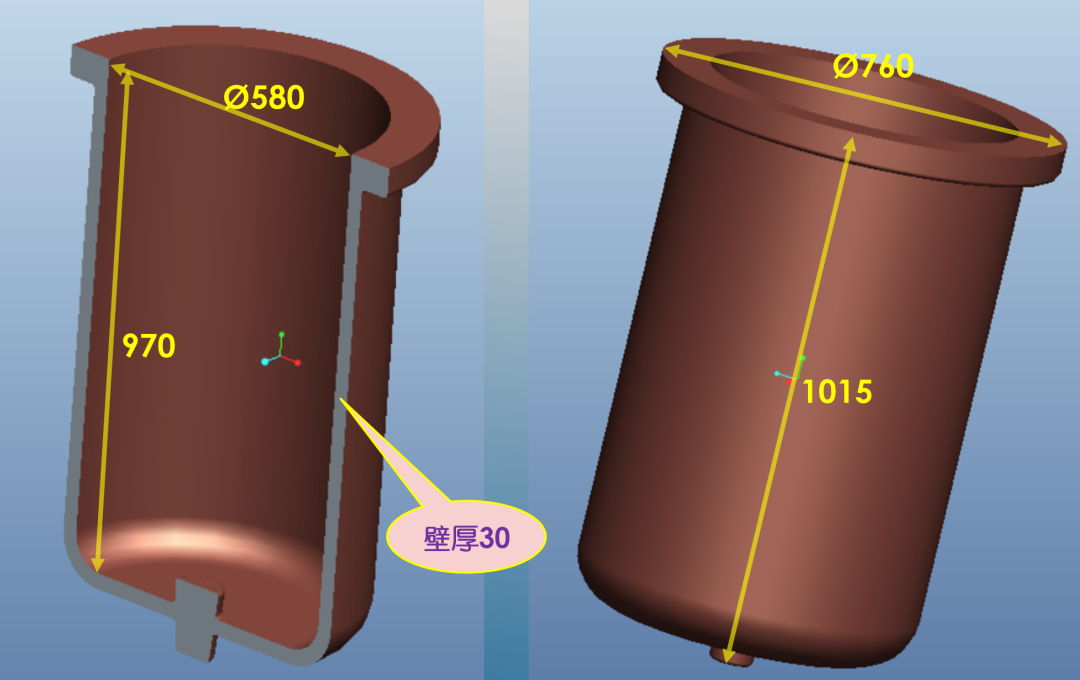
铸铁坩埚的零件参数,
材质-普通铸铁,
单件重量-550公斤,
壁厚-30mm(均匀),
轮廓尺寸-外径Ø760mm,内径Ø580mm,桶身长1015mm,桶底封闭。
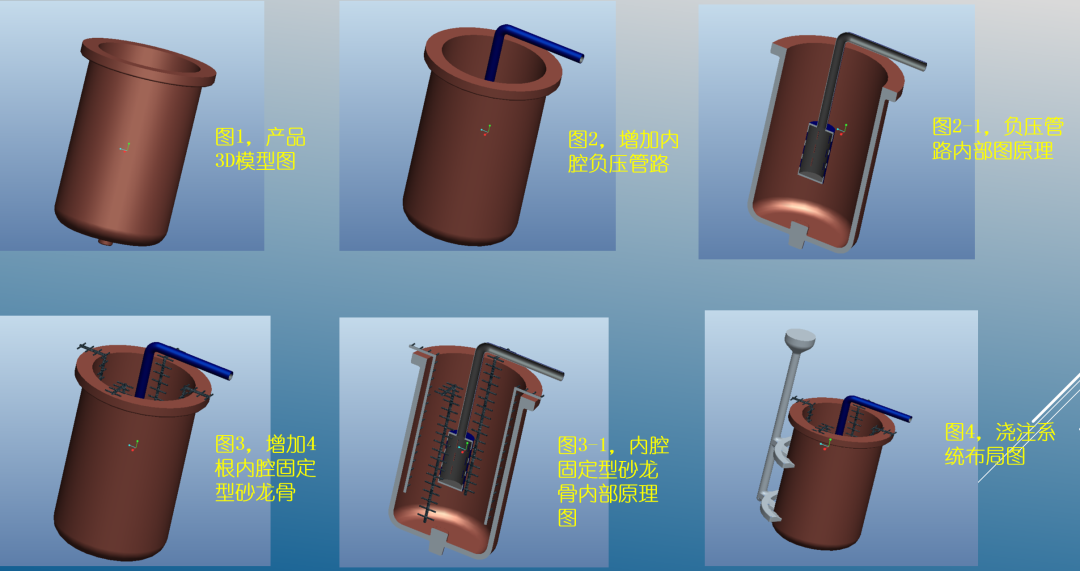
第一部分:产品的结构分析,
此零件的特点是:结构非常简单,属于厚大件,内腔深度较大。
潜在失效模式分析:容易产生的缺陷,内腔负压度不足,容易产生漂芯,导致塌箱、壁厚不均匀。
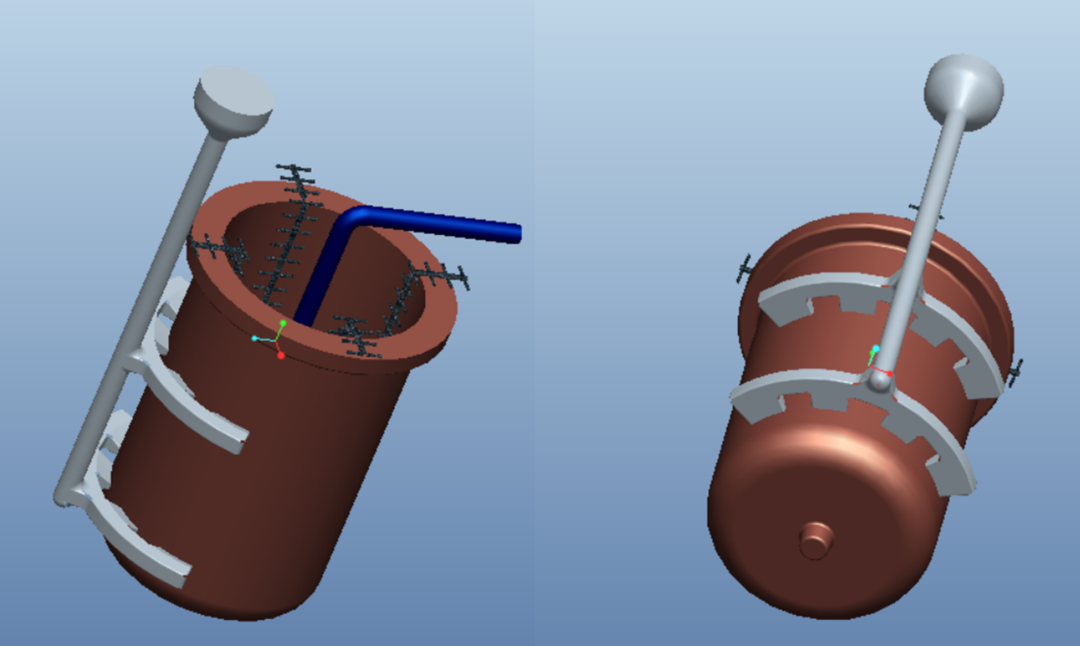
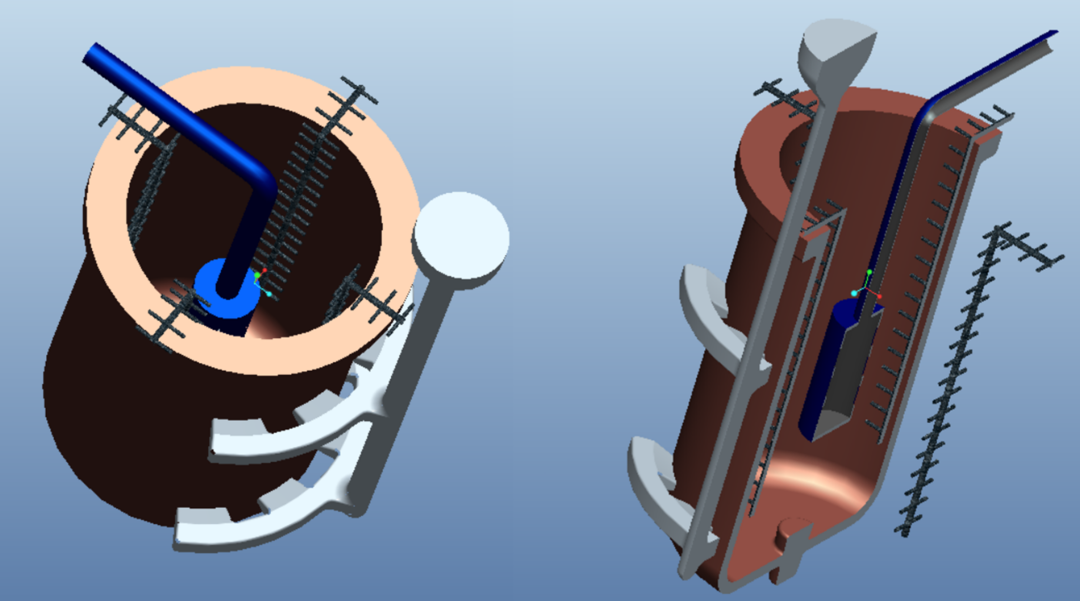
第二部分:工艺设计过程及原因,
高清大图,
第三部分:铸造工艺参数,
1、涂料涂挂4遍,涂层厚度大约2.5mm;
2、浇注温度1450℃;
3、负压度0.04-0.05Mpa;
4、保压时间30分钟;
5、保温时间90分钟;
6、浇注时间50秒。

后期整改,
1、浇口盆,
2、砂箱,

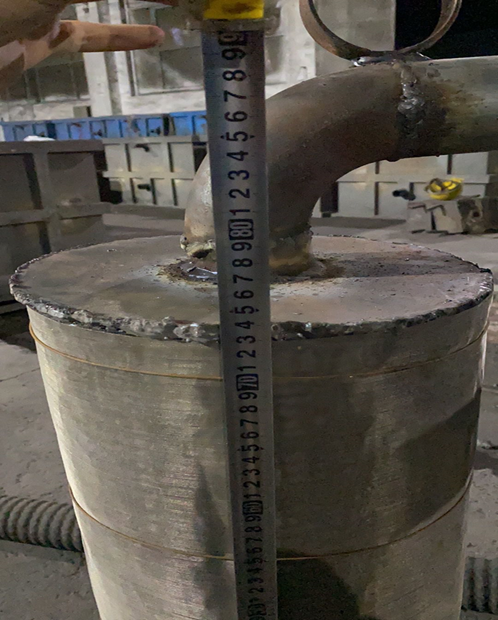
内腔负压管实样及尺寸,

内腔负压管埋箱过程(前右后左对比),


使用压铁防止涨箱,

翻箱后的铸件,


我是总结,
1,负压,
控制4-5个,不能太大;
增设的负压管应该深入过半;
外围的负压管最好能加高;
2,压铁,
不可以过重,大约零件重的五分之一;
面积可以大一点,不要压局部;
3,浇口盆,
注意是“盆”不是“杯”;
浇注时充盈浇口盆;
4,砂箱,
最好一体够高的砂箱;
如果使用续高的砂箱要注意之间的密封,防止漏气;
5,筋骨,
“L”型筋骨必不可少。
上一篇:
没有了
下一篇:
没有了